Top Rubber Gasket Ring Uses Benefits and Applications for Industry?
In the world of industrial applications, the Rubber Gasket Ring plays a crucial role. These versatile components are essential in providing effective sealing solutions for various industries. They prevent leaks, ensure safety, and enhance performance in machinery.
Rubber Gasket Rings come in different materials and sizes, allowing for customized solutions. Their durability makes them ideal for harsh environments. Industries such as automotive, aerospace, and chemical processing benefit greatly from their reliability. Yet, not all applications maximize their potential. Some may underestimate the importance of proper installation.
However, challenges remain. Misapplication can lead to failures and costly downtime. Understanding the specific needs of a project is vital. Overlooking details often results in inefficiencies. The impact of a well-chosen Rubber Gasket Ring cannot be ignored; it shapes performance and longevity in countless applications.

Overview of Rubber Gasket Rings in Industrial Applications
Rubber gasket rings play a crucial role in various industrial applications. They provide effective sealing solutions in machinery, piping, and automotive components. According to a recent market analysis, the rubber gasket market is projected to grow at a CAGR of 5.8% between 2021 and 2028. This growth reflects the increasing demand for reliable sealing solutions in different sectors, including manufacturing and oil and gas.
These gasket rings help prevent leaks and protect against environmental contaminants. For instance, in the automotive industry, they are vital in engine components. A small gasket failure could lead to significant operational issues. In industrial settings, the failure rate of seals can account for up to 29% of maintenance costs. This statistic highlights the need for high-quality rubber gasket rings to minimize downtime and repair expenses.
Despite their advantages, not all rubber gasket rings are created equal. Factors like temperature resistance and chemical compatibility must match the application requirements. A mismatch may result in premature wear or failure. Industries must carefully evaluate their needs to ensure optimal performance and longevity in sealing applications. Selecting the right material type is a challenge. The cost of replacing inferior gaskets can escalate quickly, leading to unnecessary financial strain.
Common Materials Used for Rubber Gasket Manufacturing
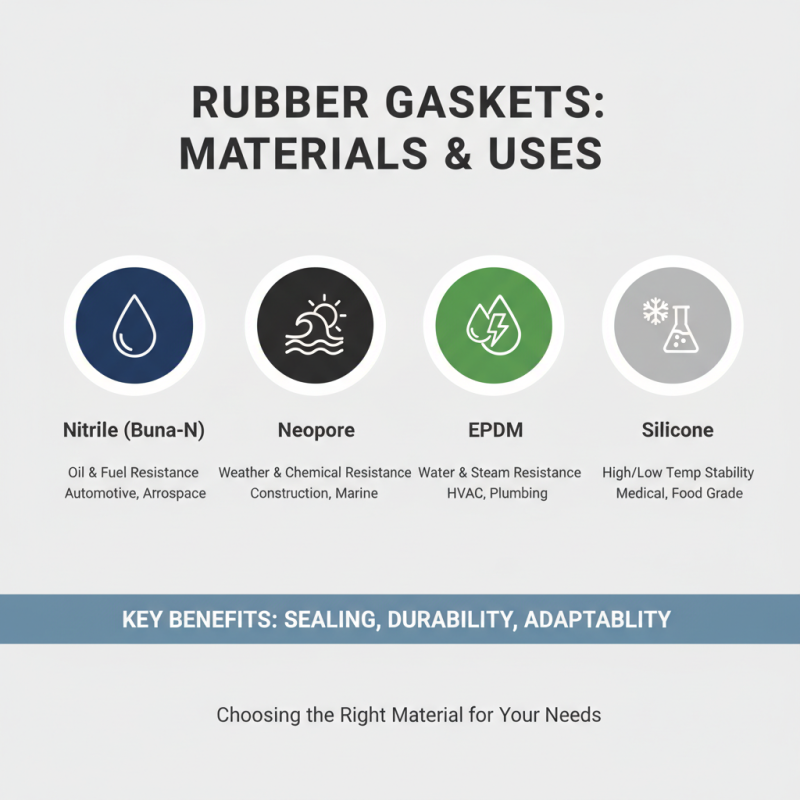
Rubber gaskets are essential in various industries, providing effective sealing solutions. The choice of materials used in their manufacturing significantly impacts performance and durability. Common materials include Nitrile (Buna-N), Neoprene, EPDM, and Silicone. Each type offers unique benefits, catering to different operational requirements.
Nitrile is popular due to its resistance to oils and fuels. This makes it ideal for automotive and aerospace applications. EPDM, on the other hand, excels in outdoor applications, as it withstands UV light and ozone effectively. According to industry reports, the global gasket market is projected to reach USD 6.4 billion by 2026, emphasizing the growing demand for diverse materials.
**Tip:** When selecting gasket materials, consider temperature ranges and exposure to chemicals. This ensures optimal performance and longevity of your seals.
Silicone gaskets are versatile for their flexibility and temperature tolerance. They serve well in food-grade applications, where safety is crucial. However, they can be more expensive. It's essential to balance cost and performance.
**Tip:** Regularly inspect gasket integrity to prevent system failures. This proactive approach can save costs in the long run.
Key Benefits of Using Rubber Gasket Rings in Various Industries
Rubber gasket rings are essential in various industries due to their durability and flexibility. These rings create a tight seal, preventing leaks of gases and liquids. This is crucial in sectors like automotive, plumbing, and manufacturing. They can withstand extreme temperatures and pressures, making them reliable in demanding environments.
One key benefit is their cost-effectiveness. Using rubber gasket rings reduces maintenance costs over time. They can last longer than other materials, thus saving resources. However, improper installation may lead to problems. It’s essential to ensure a proper fit. A small gap can cause significant issues later.
Tips: Always check the size before installation. A small measurement error can lead to leaks. Regular inspections also help maintain their effectiveness.
Another advantage is the ease of replacement. When a rubber gasket ring fails, it is usually straightforward to replace. This reduces downtime in production processes. However, one must choose the right material for the specific application. Not all rubber types are suitable for every environment. Always consider the operating conditions.
Industries That Rely Heavily on Rubber Gasket Solutions
Rubber gaskets are crucial for many industries. They help prevent leaks and maintain pressure. In the automotive sector, they seal engines and fuel systems. Without them, vehicles could overheat or fail. The aerospace industry also depends on these gaskets. They ensure safety in high-pressure environments.
In manufacturing, rubber gaskets serve many purposes. They are used in pipes and machinery. A small failure can lead to significant losses. The food industry needs them too. They help keep products free from contamination. It’s vital to use the correct materials in these cases. Choosing the wrong rubber type can result in safety issues.
There are challenges in using rubber gaskets. They can degrade over time. This can lead to leaks or failures during critical operations. Regular inspections are needed, but not always done. Many industries overlook this aspect. Improving maintenance practices would enhance reliability. Each sector could benefit from a more proactive approach to gasket management.
Top Rubber Gasket Ring Applications in Various Industries
Maintenance Tips for Maximizing the Lifespan of Rubber Gaskets
Rubber gaskets are essential for many industrial applications. To ensure they last longer, proper maintenance is crucial. Regular inspection for wear and tear can prevent leaks and failures. Look for cracks or deformation. Small damages can escalate if not addressed.
Cleaning rubber gaskets can also extend their lifespan. Use mild soap and water. Harsh chemicals can degrade the material. Avoid abrasive tools that may scratch or damage the surface. After cleaning, dry the gaskets thoroughly. Moisture can lead to mold and further deterioration.
Storage matters too. Keep rubber gaskets in a cool, dry place, away from sunlight. High temperatures can cause them to harden. Low temperatures may make them brittle. Even slight environmental changes can affect performance. Regular maintenance checks will ensure they perform when needed.
Top Rubber Gasket Ring Uses Benefits and Applications for Industry
| Application Industry |
Common Uses |
Benefits |
Maintenance Tips |
| Automotive |
Engine sealing, oil pan gaskets |
Durable, heat resistant |
Inspect regularly, replace if cracks appear |
| Manufacturing |
Machinery seals, conveyor systems |
Chemical resistance, flexibility |
Clean surfaces, store away from direct sunlight |
| Plumbing |
Pipe joints, faucets |
Leak prevention, easy installation |
Avoid hardening, replace worn-out gaskets |
| Aerospace |
Fuel systems, hydraulic seals |
Altitude resistance, precision sealing |
Check integrity, store in controlled environment |
| Construction |
Building joints, windows |
Weatherproofing, sound insulation |
Regularly inspect for wear, ensure proper sealing |