China Top Rubber Gasket Ring Applications and Benefits Explained?
In the fast-evolving industrial landscape of China, the demand for Rubber Gasket Rings continues to rise. According to a recent report by MarketsandMarkets, the rubber gasket market is projected to reach $8.89 billion by 2025, reflecting a significant growth fueled by various applications. These components are critical in sectors such as automotive, aerospace, and manufacturing, where sealing reliability is paramount.
Rubber Gasket Rings provide numerous benefits including excellent sealing capabilities, resistance to various chemicals, and durability under high temperatures. Their adaptable nature makes them ideal for a range of environments. However, many industries still overlook the importance of selecting the right material. A failure in this area can lead to leaks and costly downtime.
Current trends indicate a shift toward sustainable materials in gasket production. Companies are beginning to explore eco-friendly alternatives, yet many remain hesitant to invest. This leaves a gap that could be filled by innovative solutions in the Rubber Gasket Ring market. Addressing these concerns while leveraging advancements could vastly improve efficiency and reliability across applications.

Top Rubber Gasket Ring Applications in Various Industries
Rubber gasket rings have become essential in multiple industries due to their versatility and durability. According to industry reports, the global rubber gasket market is expected to exceed $6 billion by 2025, driven mainly by the automotive and manufacturing sectors. In automotive applications, these gaskets ensure a tight seal in engines and other critical components. They prevent leaks and enhance overall performance.
In the oil and gas sector, rubber gasket rings serve as vital sealing solutions. They withstand extreme pressures and temperatures, ensuring safety and efficiency. These gaskets are also prevalent in food processing. They maintain sanitary conditions in pipelines and machinery. However, not all rubber gaskets are created equal. Quality can vary significantly. Some manufacturers may cut corners, leading to ineffective seals.
Seal failure can result in costly downtime and safety hazards. It is crucial to source gaskets from reputable suppliers. Certifications and material specifications should always be verified. This step can minimize the risk of operational failures. The right rubber gasket ring can enhance productivity and reduce maintenance costs across various applications. They play a vital role but require careful selection and regular inspection.
Key Benefits of Using Rubber Gasket Rings in Sealing Solutions
Rubber gasket rings play a crucial role in sealing solutions across various industries. Their flexibility allows them to conform to uneven surfaces. This characteristic enhances their sealing capabilities, preventing leaks effectively. In hydraulic systems, rubber gaskets prevent fluid loss, ensuring optimal performance. They are resistant to temperature variations, maintaining integrity in both hot and cold environments.
**Tips:** When selecting rubber gaskets, consider the specific conditions they will face. Factors like pressure, temperature, and contact fluids matter. A wrong choice can lead to failure. Test the gaskets under real working conditions if possible.
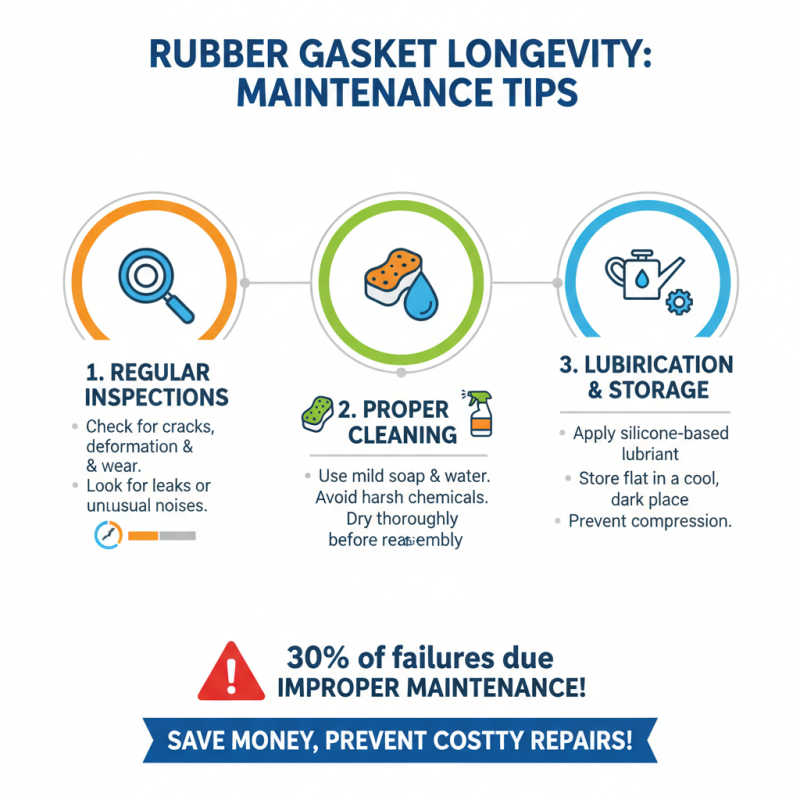
Another key advantage of rubber gaskets is their longevity. High-quality rubber materials resist wear and tear, extending service life. This means less frequent replacements and reduced downtime. However, not all rubber gaskets are created equal. Some may degrade faster when exposed to certain chemicals. It's essential to assess the environment for optimal performance.
**Tips:** Regular inspections can help identify wear and tear early. Look for cracks, warping, or other signs of damage. Early detection can prevent costly leaks and failures down the line. Address any issues promptly for better reliability.
China Top Rubber Gasket Ring Applications and Benefits Explained
| Application Sector |
Key Benefits |
Material Type |
Temperature Resistance |
Chemical Compatibility |
| Automotive |
Vibration dampening, leak prevention |
Nitrile Rubber |
-40°C to 100°C |
Oil resistant |
| Construction |
Durability, weather resistance |
EPDM Rubber |
-50°C to 120°C |
UV resistant |
| Plumbing |
Water tight seals, flexibility |
Silicone Rubber |
-60°C to 200°C |
Hydrophobic |
| Food Industry |
Safety, compliance with regulations |
FDA Approved Rubber |
-30°C to 150°C |
Food safe |
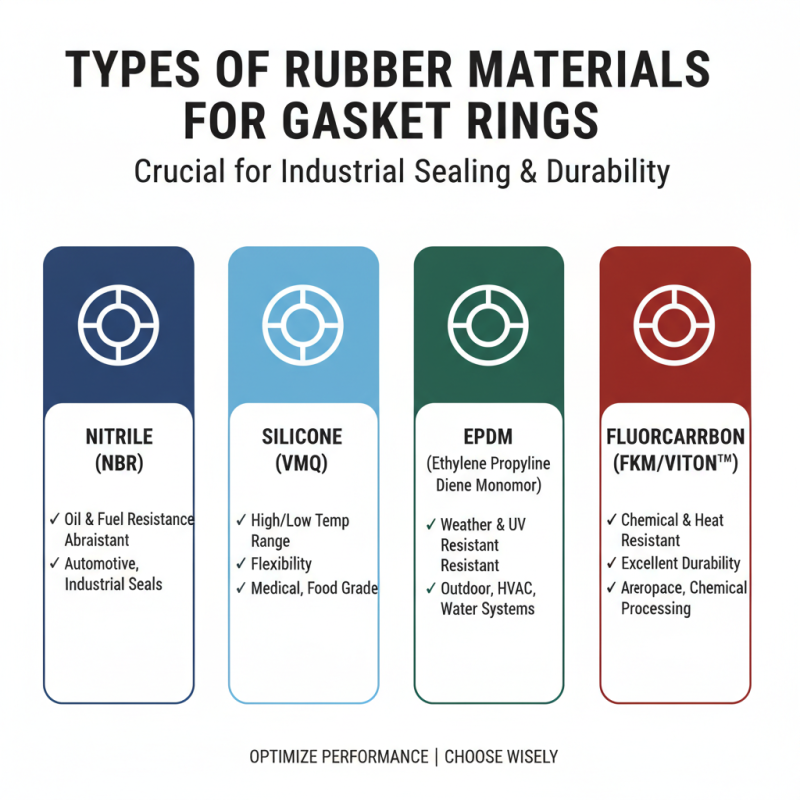
Types of Rubber Materials Used for Gasket Ring Manufacturing
Rubber gasket rings play a crucial role in various industrial applications. The effectiveness of these rings largely depends on the choice of materials. Different types of rubber materials used in manufacturing gaskets can impact performance, durability, and resistance to environmental factors.
Common rubber materials include neoprene, nitrile, and EPDM. Neoprene is known for its excellent weather resistance. It performs well in varying temperatures. Nitrile, on the other hand, is more resistant to oils and fuels. This makes it a popular choice for automotive applications. EPDM is favored for its strength and resistance to UV rays. It's often used in roofing and other outdoor applications.
Each material has its pros and cons. Choosing the right one can be challenging. For instance, while nitrile offers great chemical resistance, it may not hold up well in extreme temperatures. Neoprene might be versatile, but it may not be suitable for certain chemicals. Understanding the specific needs of each application is critical. Gasket performance can make a significant difference in operational efficiency.
Factors to Consider When Choosing Rubber Gasket Rings
When selecting rubber gasket rings, several factors are critical. First, consider the material type. Different materials offer varying levels of flexibility and temperature resistance. Natural rubber is great for general use, while silicone performs well in extreme conditions. Choosing the right material will enhance performance and longevity.
Another factor is the size and shape of the gasket. Measurements must be precise. A poorly measured gasket can lead to leaks or pressure loss. It’s often overlooked, yet vital. Ensure you have accurate specifications before making a purchase. Sometimes, people forget this detail, leading to frustration and wasted materials.
Lastly, consider the environment where the gasket will be used. Exposure to chemicals, moisture, or extreme temperatures can impact the gasket's lifespan. Evaluate these conditions carefully. There’s sometimes a temptation to cut costs, but investing in appropriate gaskets will pay off. Reflect on the long-term benefits of your choices.
China Top Rubber Gasket Ring Applications and Benefits
This chart illustrates the various applications of rubber gasket rings in different industries in China. The automotive sector leads with 30% usage, followed by aerospace, industrial applications, electronics, and construction. Understanding these applications helps in selecting the right gasket for specific needs.